
Page 99 - Ship Construction.DJ Eyres 6Ed
P. 99
Ch09-H8070.fm Page 88 Wednesday, October 18, 2006 7:36 AM
88 Ship Construction
ELECTRO-SLAG WELDING The electro-slag welding process is used for
welding heavy casting structure components such as stern frames and was
also used at an earlier stage to make vertical welds in heavier side shell
when fabricated hull units where joined at the berth. With the development
of the electro-gas welding process electro-slag welding is no longer used for
the latter purpose.
To start the weld an arc is struck, but welding is achieved by resistance
--- ใช้เพื่อการศึกษาเท่านั้น---
path heating through the flux, the initial arcing having been discouraged
once welding is started. In Figure 9.8 the basic electro-slag process is
illustrated; the current passes into the weld pool through the wire, and the
งานห้องสมุด ศูนย์ฝกพาณิชย์นาวี
copper water-cooled shoes retain the molten pool of weld metal. These may
be mechanized so that they move up the plate as the weld is completed, flux
being fed into the weld manually by the operator. A square edge prepara-
tion is used on the plates, and it is found that the final weld metal has a high
plate dilution. ‘Run on’ and ‘run off’ plates are required for stopping and
starting the weld, and it is desirable that the weld should be continuous. If a
stoppage occurs it will be impossible to avoid a major slag inclusion in the
weld, and it may then be necessary to cut out the original metal and start
again. If very good weld properties are required with a fine grain structure
(electro-slag welds tend to have a coarse grain structure) it is necessary to
ึ
carry out a local normalizing treatment.
Tungsten
Tungsten
electrode
electrode
Cooling
Cooling
water
water
+ve
+ve
Plasma gas
Plasma gas
Power
Power
source
source
Nozzle
Nozzle
–ve
–ve
Shielding
Shielding
gas
gas
Plate
Plate
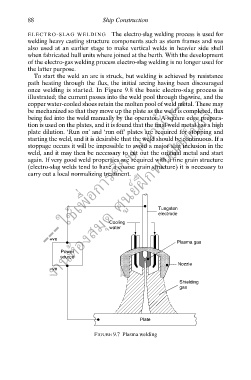
FIGURE 9.7 Plasma welding