
Page 186 - Ship Construction.DJ Eyres 6Ed
P. 186
Ch17-H8070.fm Page 175 Wednesday, October 18, 2006 6:57 AM
Shell Plating and Framing 175
25mm
Rad notch
cut in frame
in way of seam
Welded butt
Welded butt
--- ใช้เพื่อการศึกษาเท่านั้น---
One frame Frame
Welded seam space
งานห้องสมุด ศูนย์ฝกพาณิชย์นาวี
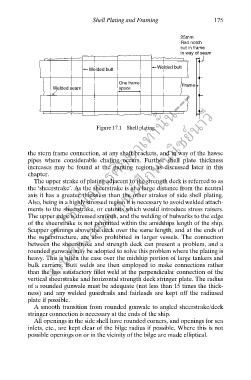
Figure 17.1 Shell plating
the stern frame connection, at any shaft brackets, and in way of the hawse
pipes where considerable chafing occurs. Further shell plate thickness
increases may be found at the panting region, as discussed later in this
chapter. ึ
The upper strake of plating adjacent to the strength deck is referred to as
the ‘sheerstrake’. As the sheerstrake is at a large distance from the neutral
axis it has a greater thickness than the other strakes of side shell plating.
Also, being in a highly stressed region it is necessary to avoid welded attach-
ments to the sheerstrake, or cutouts which would introduce stress raisers.
The upper edge is dressed smooth, and the welding of bulwarks to the edge
of the sheerstrake is not permitted within the amidships length of the ship.
Scupper openings above the deck over the same length, and at the ends of
the superstructure, are also prohibited in larger vessels. The connection
between the sheerstrake and strength deck can present a problem, and a
rounded gunwale may be adopted to solve this problem where the plating is
heavy. This is often the case over the midship portion of large tankers and
bulk carriers. Butt welds are then employed to make connections rather
than the less satisfactory fillet weld at the perpendicular connection of the
vertical sheerstrake and horizontal strength deck stringer plate. The radius
of a rounded gunwale must be adequate (not less than 15 times the thick-
ness) and any welded guardrails and fairleads are kept off the radiused
plate if possible.
A smooth transition from rounded gunwale to angled sheerstrake/deck
stringer connection is necessary at the ends of the ship.
All openings in the side shell have rounded corners, and openings for sea
inlets, etc., are kept clear of the bilge radius if possible. Where this is not
possible openings on or in the vicinity of the bilge are made elliptical.