
Page 104 - Ship Construction.DJ Eyres 6Ed
P. 104
Ch09-H8070.fm Page 93 Wednesday, October 18, 2006 7:36 AM
Welding and Cutting Processes used in Shipbuilding 93
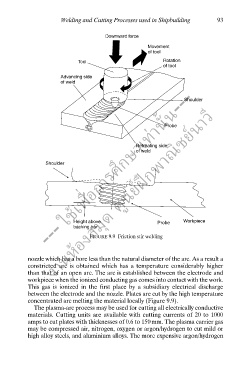
Downward force
Movement
of tool
Tool Rotation
of tool
Advancing side
--- ใช้เพื่อการศึกษาเท่านั้น---
of weld
งานห้องสมุด ศูนย์ฝกพาณิชย์นาวี
Shoulder
Probe
Retreating side
of weld
Shoulder
ึ
Height above Probe Workpiece
backing bar
FIGURE 9.9 Friction stir welding
nozzle which has a bore less than the natural diameter of the arc. As a result a
constricted arc is obtained which has a temperature considerably higher
than that of an open arc. The arc is established between the electrode and
workpiece when the ionized conducting gas comes into contact with the work.
This gas is ionized in the first place by a subsidiary electrical discharge
between the electrode and the nozzle. Plates are cut by the high temperature
concentrated arc melting the material locally (Figure 9.9).
The plasma-arc process may be used for cutting all electrically conductive
materials. Cutting units are available with cutting currents of 20 to 1000
amps to cut plates with thicknesses of 0.6 to 150 mm. The plasma carrier gas
may be compressed air, nitrogen, oxygen or argon/hydrogen to cut mild or
high alloy steels, and aluminium alloys. The more expensive argon/hydrogen